Pro/ENGINEER 2000i2
Pro/MOLDESIGN и Pro/CASTING
Pro/CASTING
Основной процесс литья включает подачу расплавленного металла в матрицу (die
block), содержащую полость, повторяющую контуры изготавливаемой детали.
Используя Pro/ENGINEER совместно с Pro/CASTING, этот процесс может быть успешно
смоделирован для создания отливок, которые не имеют дефектов и отвечают всем
техническим требованиям проекта.
При эмуляции процесса литья с использованием Pro/CASTING, все операции
выполняются на модели литейной формы (cast model).
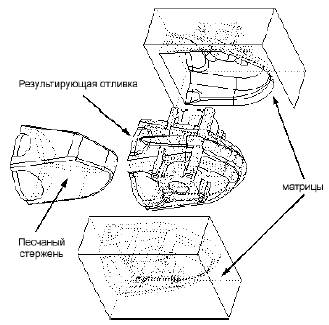
Модель отливки - сборка, состоящая из проектируемой модели, матрицы (die block),
элементов крепления (fixtures), песчаного стержня (sand core) и отливки.
Конструктивная модель, матрица и
песчаный стержень - основные элементы сборки модели
отливки. Конструктивная модель - первая модель,
создаваемая в Pro/ENGINEER, которая является частью
конечного результата литья. При добавлении к модели отливки, проектируемая
модель заменяется ссылочной моделью (reference model).
Матрица - деталь Pro/ENGINEER, создаваемая для
представления всего объема закрытой литейной формы.
Можно проверять ссылочную модель, чтобы ее поверхности имели достаточный уклон
для свободной выемки из литейной формы. Если требуется
дополнительный уклон, Pro/CASTING имеет инструментальные
средства для добавления уклона к поверхностям.
Pro/CASTING позволяет разделять матрицу на раздельные компоненты литейной формы
и анализировать последовательность открытия литейной
формы. Это производится при помощи инструментов для создания
отпечатка геометрии конструктивной модели в матрице и, затем,
разделения на пользовательские объемы и поверхности
разъема. Следующий рисунок иллюстрирует процесс литья.
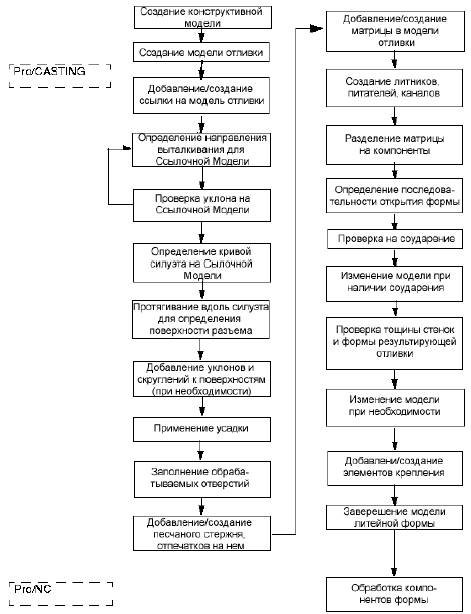
Эмуляция Процесса Литья с Использованием Pro/CASTING
Типичная Сессия Pro/CASTING
Типичная сессия Pro/CASTING может включать следующие шаги:
1. Создание или открытие файла модель
отливки. Для создания новой модели отливки сначала следует создать
конструктивную модель, представляющую изготавливаемую деталь. Эта модель затем
должна быть добавлена или создана как деталь модели отливки. Когда проектируемая
модель будет добавлена к модели отливки, она заменяется ссылочной моделью (копия
той же самой модели).
Эту ссылочную модель можно объявить зависимой или независимой от оригинальной
модели, используя слияние ссылочной функциональности. Если ссылочная модель
объявляется зависимой, между ней и исходной моделью устанавливается
двухсторонняя ассоциативность. Если ссылочная модель объявляется независимой,
система делает копию исходной ссылочной модели. Все изменения, проведенные на
ссылочной модели, отражаются только на ней, не затрагивая конструктивную модель.
2. Определение оптимального направления
выталкивания (направление, в котором форма открывается с минимальной величиной
уклона) для ссылочной модели. Оптимальное направление выталкивания можно
определять, выполняя контроль уклона на ссылочной модели, которая использует
базовую плоскость, кромку, ось, кривую или систему координат в качестве ссылки
для определения направления выталкивания.
3. Определение областей, которые требуют
дополнительного уклона.
4. Создание кривой силуэта на ссылочной
модели. Кривая силуэта – элемент литейной формы, который используется для
определения местоположения поверхности разъема на ссылочной модели.
5. Создание поверхности разъема на ссылочной
модели.
6. Добавление уклона и скругления к
поверхностям ссылочной модели (если требуется). При добавлении касательного
уклона к поверхностям модели, сначала необходимо создать линии уклона на
поверхности разъема.
7. Установление усадки для ссылочной модели.
Можно устанавливать изотропную усадку для всей модели или определять
коэффициенты усадки для отдельных размеров.
8. Заполнение всех отверстий на ссылочной
модели, которые обрабатываются на станке.
9. Создание песчаного стержня и всех
отпечатков, необходимых для создания полостей в результирующей отливке.
10. Добавление к модели отливки питателей,
литников и литниковых шайб. Они добавляются в виде элементов сборки и
используются системой при создании детали литейной Формы и при расчете процесса
открытия литейной формы.
11. Добавление или создание матрицы как
части модели литейной Формы.
12. Разделение матрицы на отдельные объемы
литейной формы по поверхности разъема.
13. Извлечение объема из матрицы для
создания компонентов литейной формы. После извлечения, компоненты литейной формы
становятся полнофункциональными деталями Pro/ENGINEER. Например, они могут быть
переданы в режим Part, использоваться в чертежах или обрабатываться на станке с
помощью подготовки в Pro/NC.
14. Определение последовательности открытия
литейной формы (см. Эмуляция Открытия Литейной формы). Проверьте соударения с
неподвижными компонентами для каждого шага. Измените модель литейной формы в
случае необходимости.
Эмуляция Открытия Литейной формы
15. "Заполнение" полости литейной формы для
создания результирующей отливки. Отливка создается автоматически, объединяя
объемы полостей матрицы с питателями и литниками, присутствующими в модели.
16. Проверка толщины стенок и формы
результирующей отливки. Изменение модели отливки в случае необходимости.
17. После завершения сессии Pro/CASTING,
можно передать компоненты литейной формы в режим Manufacturing для обработки.
В процессе литья, могут произойти изменения в ссылочной модели. Если ссылочная
модель была объявлена зависимой от конструктивной модели (выбором Merge by
Ref из меню REF MDLВ), то все изменения будут проведены повсюду в
чертежах, моделях конечно-элементного анализа, сборочных моделях, моделях
песчаного стержня и справочных данных по литью.
При непосредственной ссылке на параметрическую конструктивную модель, любые
изменения в модели отражаются во всех промежуточных шагах и фиксируются в модели
литейной формы.